一、 设备名称:JPX-0.5~3X1600数控全自动高速板料开平机组
二、 备技术数据
3.设备其它参数:
a.电源:380V/50Hz/3Ph
b.线速度:0-60m/min(厚-薄)
c.装机容量:75 Kw
d.成材速度:以2M计,每分钟下料不小于20张
e.生产线占地面积(约):长24mX宽7m
f.生产线方向:由右至左(操作台面向机组)
g.生产操作人员:技术工人1人、一般工人1人
h.设备颜色:草绿色
三、 生产线设备组成
■液压上料小车
■液压涨缩式放料架
■四重辊式初校整平机
■储料活套
■侧导位装置
■伺服精校平装置
■剪板机
■输送台
■液压升降工作台
■气动码料装置
■横向出料夏小车
■气动系统
■液压系统
■电器系统
四、 数量:一套
五、 交货期限与地点:收到定金后80个工作日内卖方无锡工厂交货。
六、 机组设备简述
JPX-0.5~3X1600数控全自动高速板料开平机组,主要用于冷、热轧钢卷板料校平切断。由以下部件组成:
◆具有水平移动和升降功能,方便将钢卷内孔导入开卷机顶紧筒。
◆液压驱动升降,电机驱动水平移动。
◆承载卷重:15T(Max)
2.液压悬臂放料架
◆支撑钢卷及开卷放料,涨缩筒加厚至25mm钢板。
◆采用叠加卷芯方式,可确保φ508钢卷内孔涨缩范围
◆液压油缸涨紧结构,撑紧钢卷内孔,设置摆臂。承重6T.
◆60N.m力矩电机带动钢卷转动,有正反转功能,并能张力放卷。
◆机械结构:钢板与型钢焊接加工而成。
3.四重辊式初校整平机
◆对不平之钢板进行整平并引导钢带正确进入后工序
◆机械构造:由19支整平辊、2组支撑辊、驱动装置、2支夹送辊和机架组成。每支辊轮的两端均以滚针轴承承载传动,均为主动力辊。
◆支撑辊作用:使整平辊受力均衡,并能减小对整平辊的磨损。
◆工作辊用电动调整上下间隙,2只手轮控制,以保证整平质量。
◆驱动方式:所有辊轮经独立接头与齿轮箱由30Kw变频调速控制电机驱动
◆辊轮加工过程:原料GCr15调质-粗加工-硬化HRC56-60-精加工磨
◆辊子表面镀硬铬
4.储料活套
◆采用二组电眼以控制整平机与定尺之间的速度缓冲。
◆电眼控制由PLC自动控制。
5.侧向定位装置
◆利用两边垂直辊轮装置,引导钢带正确进入伺服定尺和剪板机。
◆两侧导位立辊由两端丝杆调节,宽度范围:500-1600
6.伺服精校平装置
◆伺服电机控制,为高速送料与高精度定尺设定装置。
◆参数设定及操作皆在控制台操控完成,配置人机接口和可编程数字控制。。
◆精矫辊五支,程上2下三排布。
◆压送辊4支,所有辊子经调质和表面热处理、研磨而成。
◆辊轮加工:原料GCR15-调质-粗加工-硬化HRC58-62-精加工研磨
◆驱动装置:15Kw伺服电机经精密减速传动和同步带轮至送料辊。
7.高速剪板机
◆剪切方式:闸式由下至上剪切,配合送料机来的信号指令,自动裁剪。
◆动力由马达驱动,自动制动控制剪切
◆裁剪不同厚度使用间隙调整设计
◆四面剪刀,合金钢材质6CrW2Si,
8.输送机
◆输送皮带:含高拉力纤维输送带,防滑且耐磨
◆机械结构:钢板和槽钢焊接组装而成。
9.液压升降工作台
◆长度调整:4000mm,出料最大长度4000mm
◆宽度调整:最小500mm;最长1600mm.
◆接料架:液压控制自动升降。设置辊道输出,电机传动输出码齐的板料
10.气动码料装置
◆气动拍齐板料,PLC控制自动下降
11.横向出料小车
◆设置输出辊道,可以保证板料生产的连续性
◆设置电机输出动力
12.气动系统
13.液压系统
14.电器系统
◆标准电柜、主操作台和付操作台实现整机电控
全线采用集中控制,主操作台具有长度设定、数字显示、自动计数、高低速调节、手动引料、自动进给、连续剪切、故障报警等功能。采用数字交流伺服电机、PLC控制系统对设备进行同一控制和监控,操作系统采用触摸屏控制。
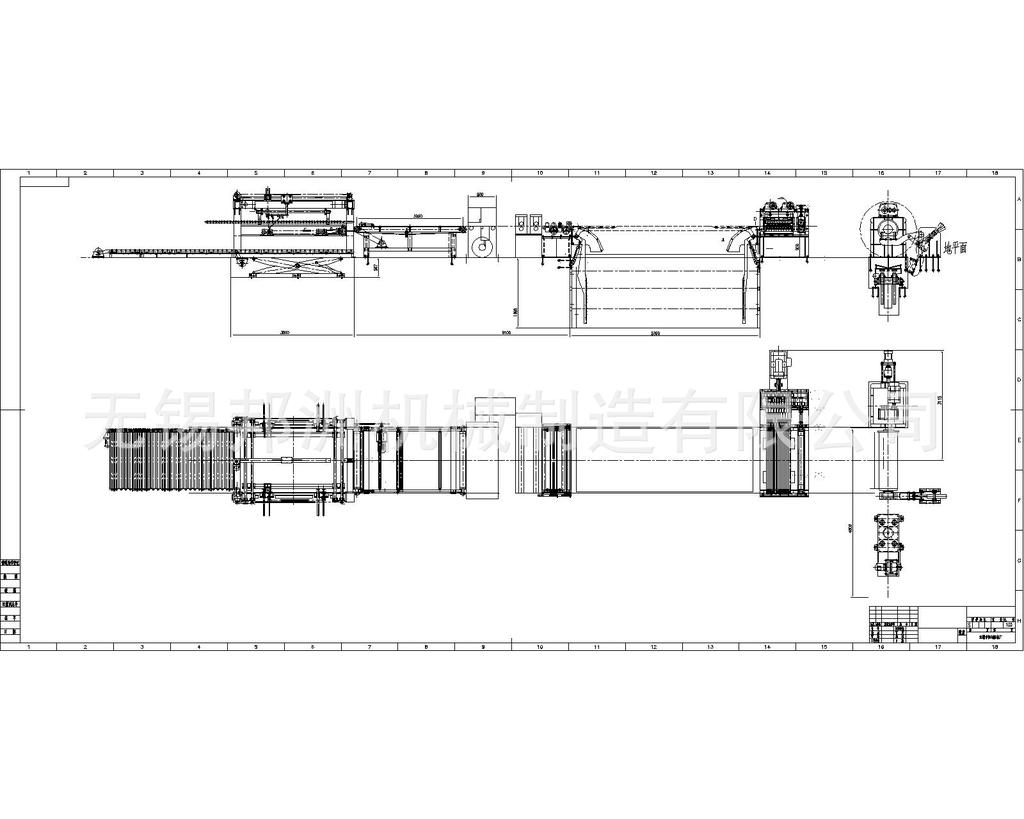
整线部件图

生产线概貌

机器排布图